
Delta – Bed and Z-Probes
In this post, we will look at installation of heated bed and my experience with various Z-probe sensors – dc42 IR sensor, DJ Demon’s Force Sensitive Resistor (FSR) and dc42’s smart effector. Since dc42’s smart effector is an integrated mechanism, I will talk about it in detail in the coming posts about effectors/extruder setup.
For build surface, I used a cast aluminium tooling plate of 350mm in diameter, 8mm in thickness to avoid warping. I have 6 countersunk 4mm holes along the circumference of the plate. I used a 50mm M4 male-female standoff, where the female end of the standoff accepts the screw from the build plate and the male end is fixed to the horizontal extrusions using a spring loaded M4 T-nut. I used 24V 290W Kapton heater on the bottom side of the plate. I used a thicker wire (16 gauge) which can carry a maximum 22A and connect it to the duet control board. DC power is used directly without any relay. One of the main downsides of having a dc heating for thick aluminium build plate is the time taken to reach 600 C or higher temperature is a bit longer compared to AC heater.
To avoid heat loss and protect the motor/other wiring underneath, I used a 3mm cork sheet with aluminium adhesive foil to reflect the heat towards the aluminium plate and clamp it on the underside of the aluminum plate, as shown in the below picture.

I use 24V 600W DC power supply for the electronics (heated bed + 3 stepper motors + fans + extruder stepper motor + extruder heater cartridge (40W) + z-probe), so I have enough power for supplying the heated bed. I am not experienced in grounding AC power supply for heater and with kids around, I did not want to take a chance. I would rather wait for the plate to heat up than taking risk with unknowns. If you are confident about AC wiring and grounds, AC mains powered heater is a faster way to heat the build plate.

On top of this aluminium plate, I placed a float glass with PEI sheet for better adhesion. The float glass was ordered at a local glass store and a PEI sheet with adhesive backing was placed on top. For IR sensor, it works only with black build surface, so I painted the PEI black with spray on barbecue/stove paint and cured it in oven at 1700 Celsius for two hours.


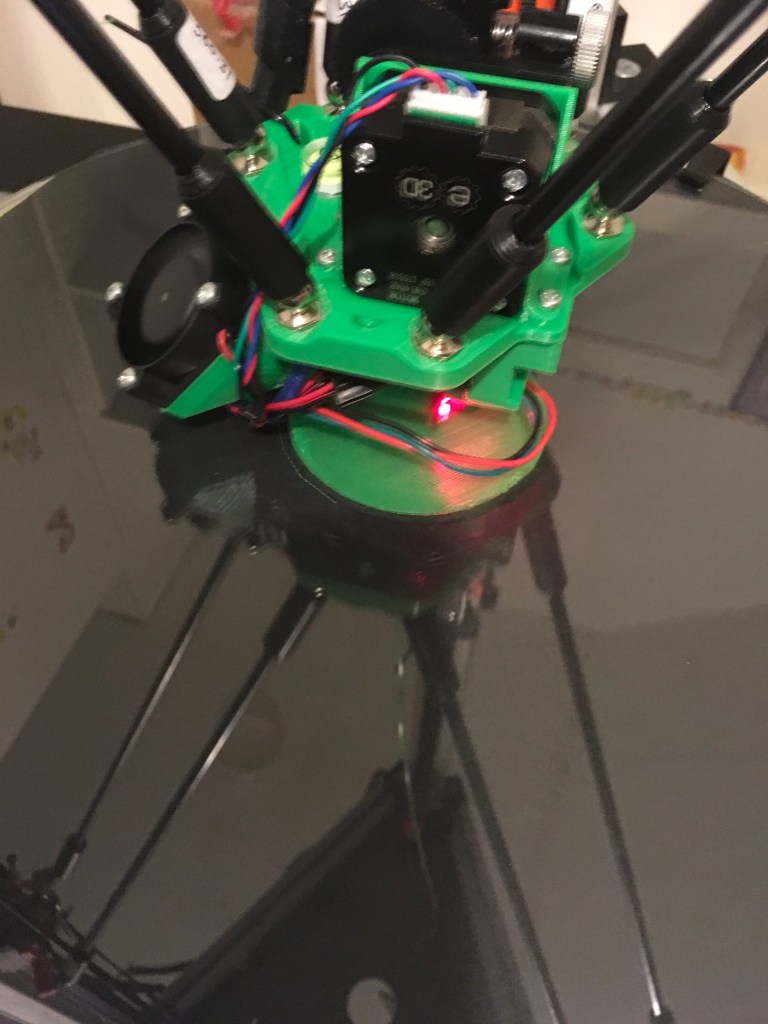
When I used IR sensor with PEI sheet, the trigger height was varying due to uneven reflectiveness of PEI sheet, so I decided to drop IR sensor. My personal opinion is that it needs an opaque black surface without any scratches to work properly. Even then, they are not as accurate as other Z-probe. You can have a look at the IR sensor mounted on the right hand side of the picture(on the opposite side of the fan). It has a yellow kapton tape to insulate it from the heater cartridge above nozzle. Details for installation of IR sensor is given at DC42’s blog and configuring a z probe in duet3d documentation. Refer to the picture below.

I decided to drop the idea of IR sensors and move on to piezo sensor. I sanded the PEI to have a better first layer adhesion.
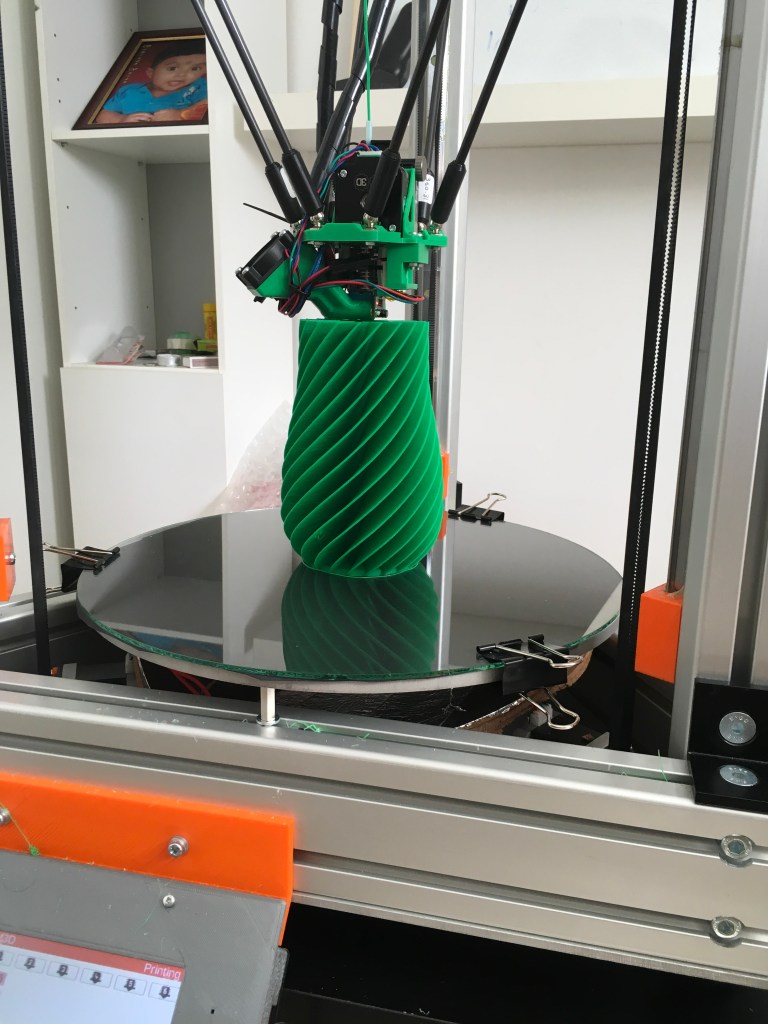
When mounted glass sheet+black sanded PEI on the aluminium plate, the build surface looks like below:
Bed leveling based on DJ demon’s piezo resistive sensor gave me one of the best duet auto calibration results. It is a nozzle/contact based probe compared to IR sensor which is non-contact based. In piezo sensor, when the nozzle touches the bed, it slightly deforms the piezo disc attached to the effector plate mount. This deformation is converted to voltage and is identified as z=0. For piezo setup, I continued with the fixing the build plate with standoff-mounted to horizontal extrusion via M4 T-nut.

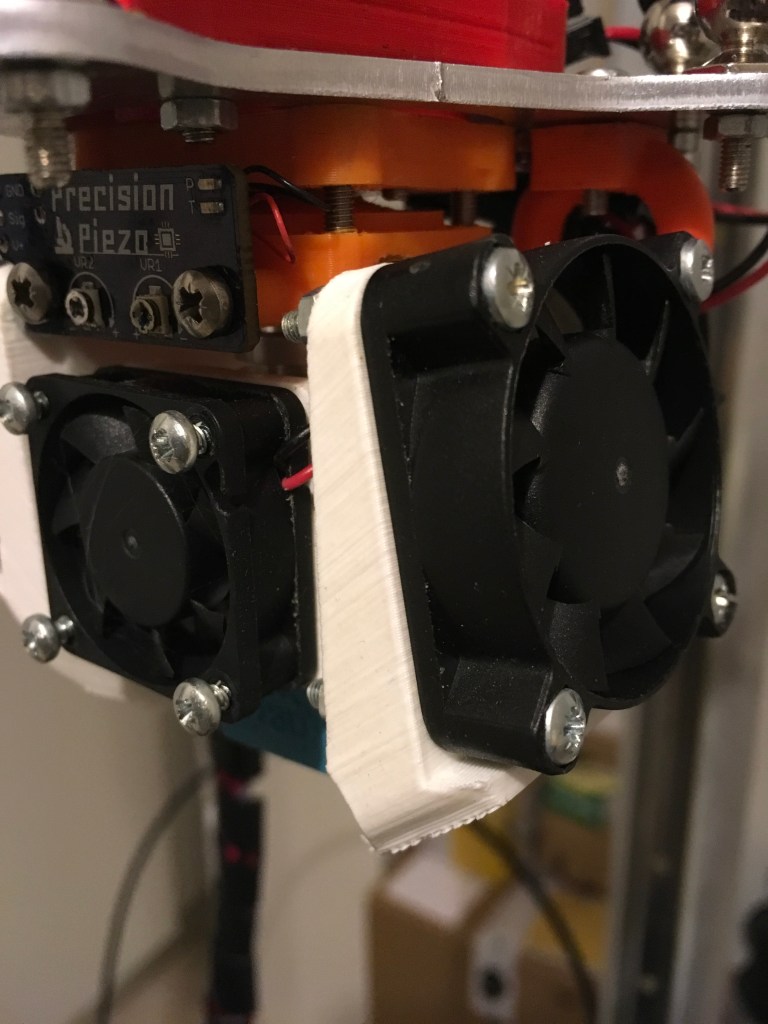
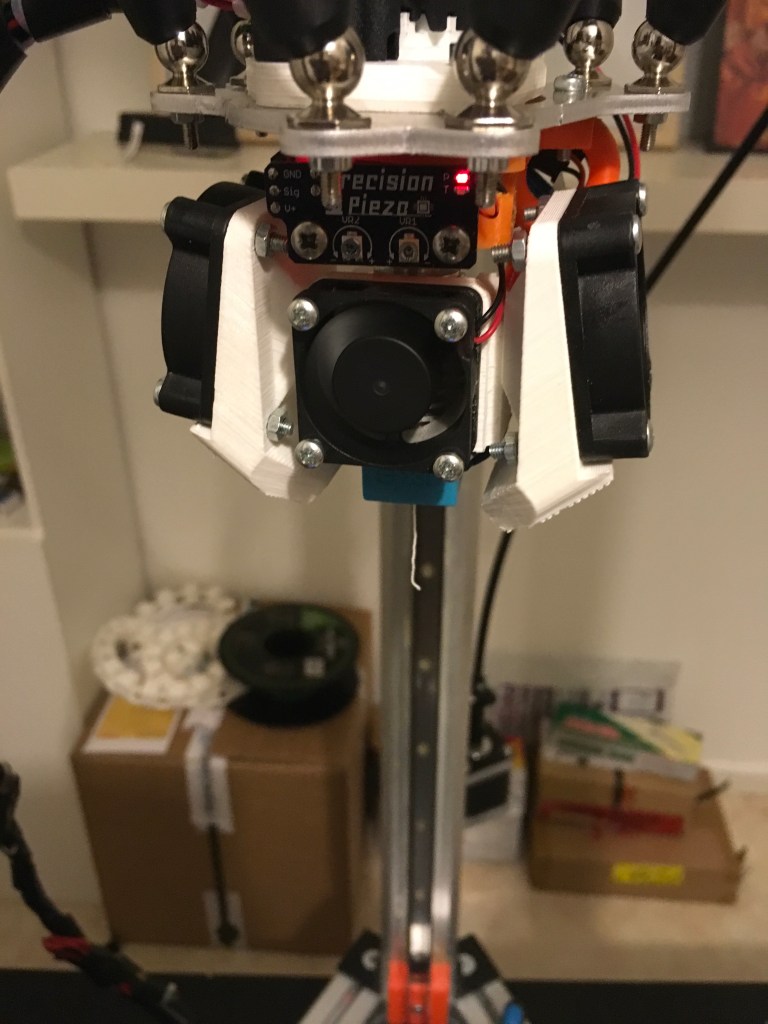
The precision piezo board wires are attached to a small piezo disk sandwiched between two orange printed parts, which in turn is attached to the aluminium effector plate. I used this board, when it came out in 2017. Now, the board has undergone many revisions. Details about latest board versions and installation are given in precision piezo website.
The only problem I faced was the thin wire from piezo disk could be easily stripped if you are not careful. I did it once and could not get it to work properly. DJ Demon graciously accepted to ship another kit to me for free. I did some mistake while assembling, so the orange printed parts had some play which resulted in bad-auto calibration. I was also waiting to try out FSR sensor for z probing, so the timing was right. The bed fixation set up is slightly different for FSR. Unlike the rigidly fixed bed with horizontal extrusion, for FSR, the bed is floating (not fixed) but constrained to move only slightly in the z-direction based on slight force. It is because, FSR triggers a voltage when a force is applied on these sensors.
Details of FSR setup for other printers and installation directions are given by sublime layer’s thingiverse and ultibots build guide step 67

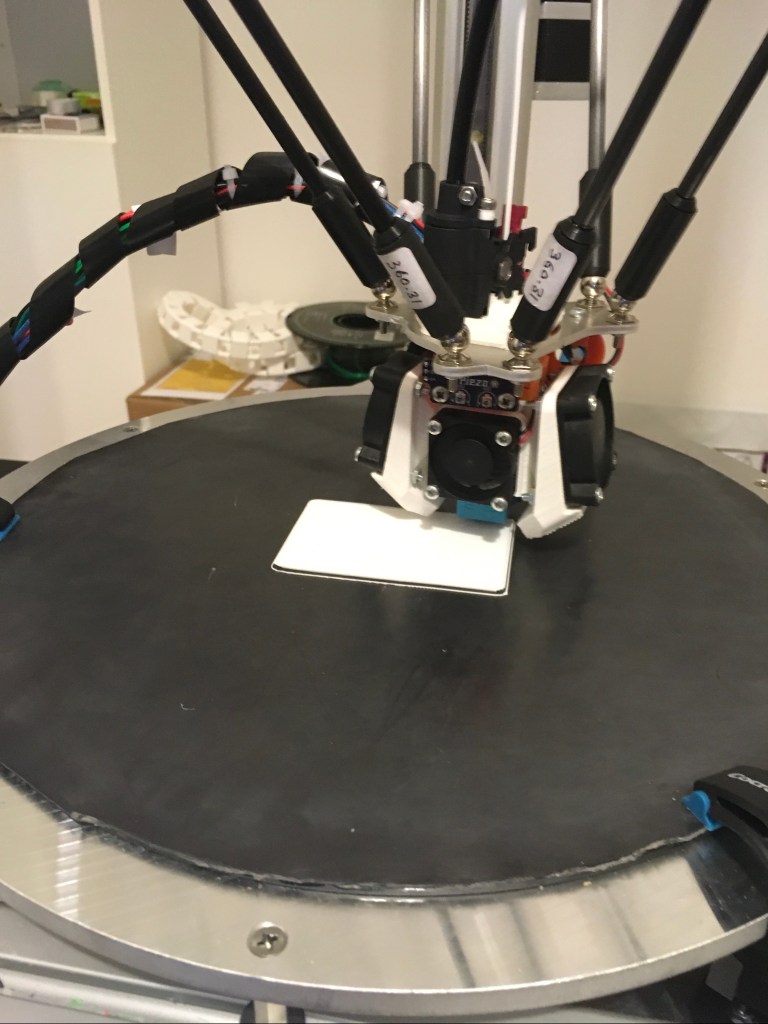
The bed fixation setup consists of two parts, the aluminium plate with standoff is attached to a printed plunger using a heated insert. You can have a look at the CAD geometry of the plunger here. The second part is a printed base (CAD file here) which is attached to horizontal extrusion using two M4 screws and T-nuts. The printed base has a recess for FSR sensor, orange silicone rubber pads are attached on the front and back using the provided adhesive tape. FSR sandwiched between two rubber pads is housed in this recess. In the plunger also, there is a small circular shaped recess which is slightly larger than rubber pad diameter, so that the plunger is constrained to move only in the z-direction but not sideways. Make sure you can print these parts with close tolerance. It is essential that the plunger moves freely in the z-direction without any friction but constrained to move sideways. If this condition is not satisfied, then you are bound to have auto calibration errors. Actual set up is shown above. A sketch is provided below for better understanding of FSR setup.

FSR’s are sensitive to heat, so the standoffs and cork-sheet helps to keep the heat away from FSR. I did use FSR for more than 1 year and I find it to be highly reliable and very accurate. I got perfect layers every time with it. If you take care to install it properly, then it behaves as it should without any maintenance. Just check periodically there is no binding or friction in the plunger and you are set.
Conclusion
In terms of accuracy, the best auto calibration results I got was with precision piezo and the second best (tie) was with smart effector and FSR z-probe. The smart effector is built mainly for bowden or remote direct drive extruders like Nimble. It is not possible to use direct drive extruders, so in terms of flexibility for different setups and low maintenance, my pick would be FSR.
PS: Regarding piezo sensors, they are fantastic but the fragility of piezo disc wires is a bit of bummer for me. If you are a careful person then I would recommend it over FSR. I am not, so I stick with FSR.
